































アクリルについて
”アクリル”と言っても、様々な種類があります。
まずはアクリルとはなんなのか、というところからご紹介いたします!
アクリルを使うメリット
軽い・ 錆びない・腐らないというプラスチックの特性+
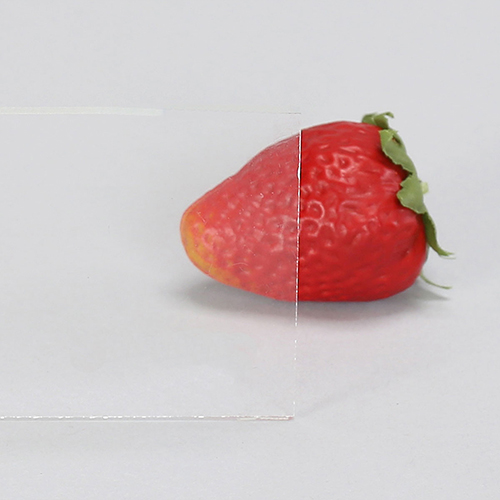
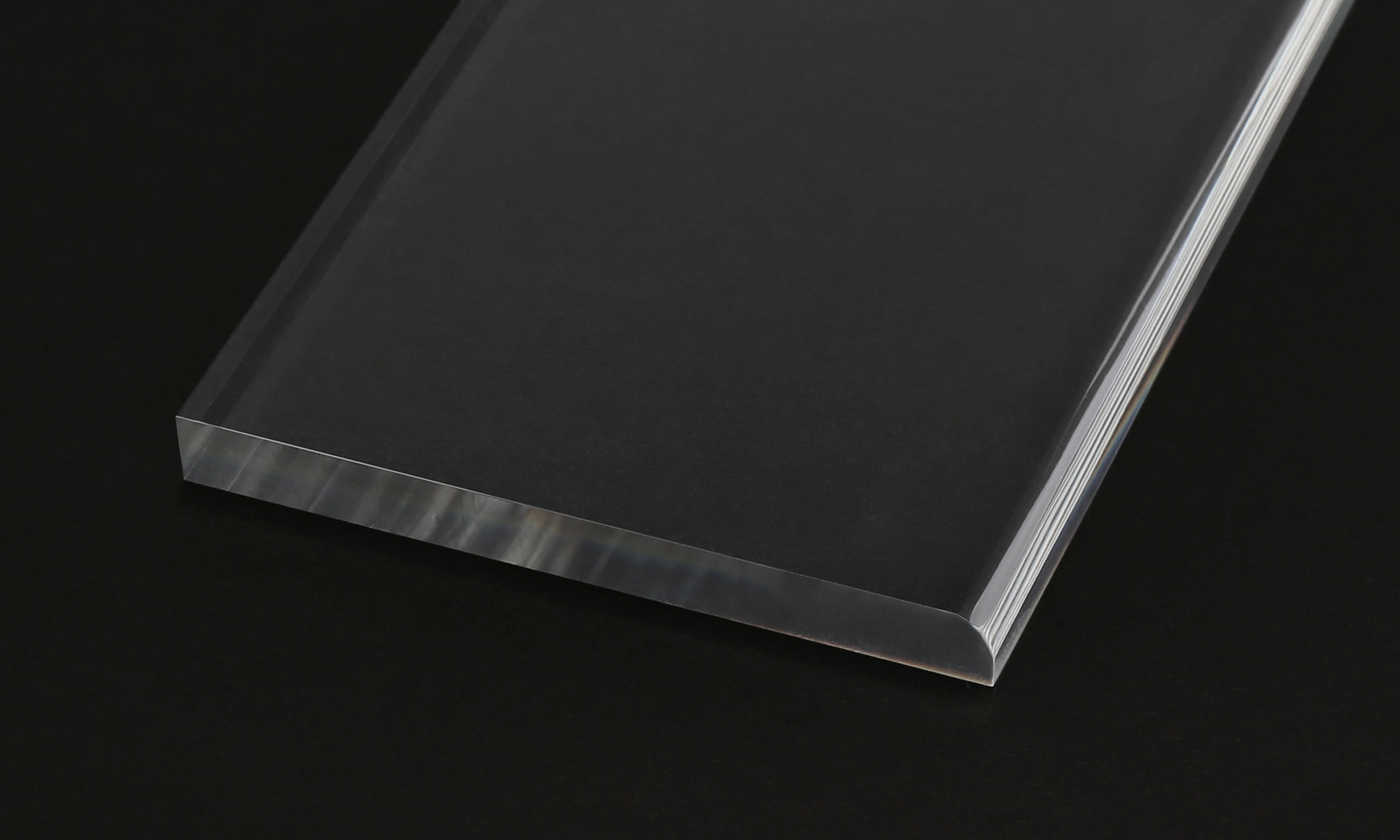
透明性・表面光沢・耐候性・
加工のし易さ・人体に無害
透明度が高いため、何枚も張り合わせ厚くすることも可能です。
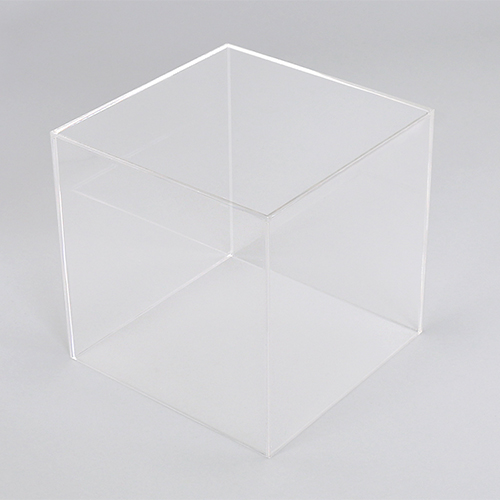
アクリル板の用途に適した加工品
-

ディスプレイ
-

看板
-

建材
-

照明器具
-
車両部品
-

大型水槽
-

文具
-

家具
幅広い分野でアクリルは利用されています。
透明度が高く圧力耐性に優れるため、実は水族館の水槽や航空機のコックピットなども
アクリル素材なんです。
アクリル・塩ビ・ ポリカーボネート・ PETの違い
-
アクリル
-
塩ビ
-
ポリカーボネート
-
PET(プラスチック)
アクリル板、塩ビ、PET(プラスチック)は全て
熱可塑性樹脂(熱を加えることによって軟化し自由に変形可能)です。
それぞれの特徴
| アクリル | 塩ビ | ポリカーボネート | PET | |
|---|---|---|---|---|
| 透過性 | ◎ 全光線透過率 |
△ 全光線透過率 |
○ 全光線透過率 |
○ 全光線透過率 |
| 耐候性 | ◎ 変⾊、経年変化 |
△ 3年ほどで |
○ 屋外使⽤での設計の |
△ 3年ほどで |
| 衝撃耐性 | △ 少し割れやすい |
○ 割れにくい |
◎ かなり優れる |
○ 割れにくい |
| 耐熱性 | ○ 60〜80℃ |
△ 60〜70℃ |
◎ 100〜130℃ |
△ 60〜70℃ |
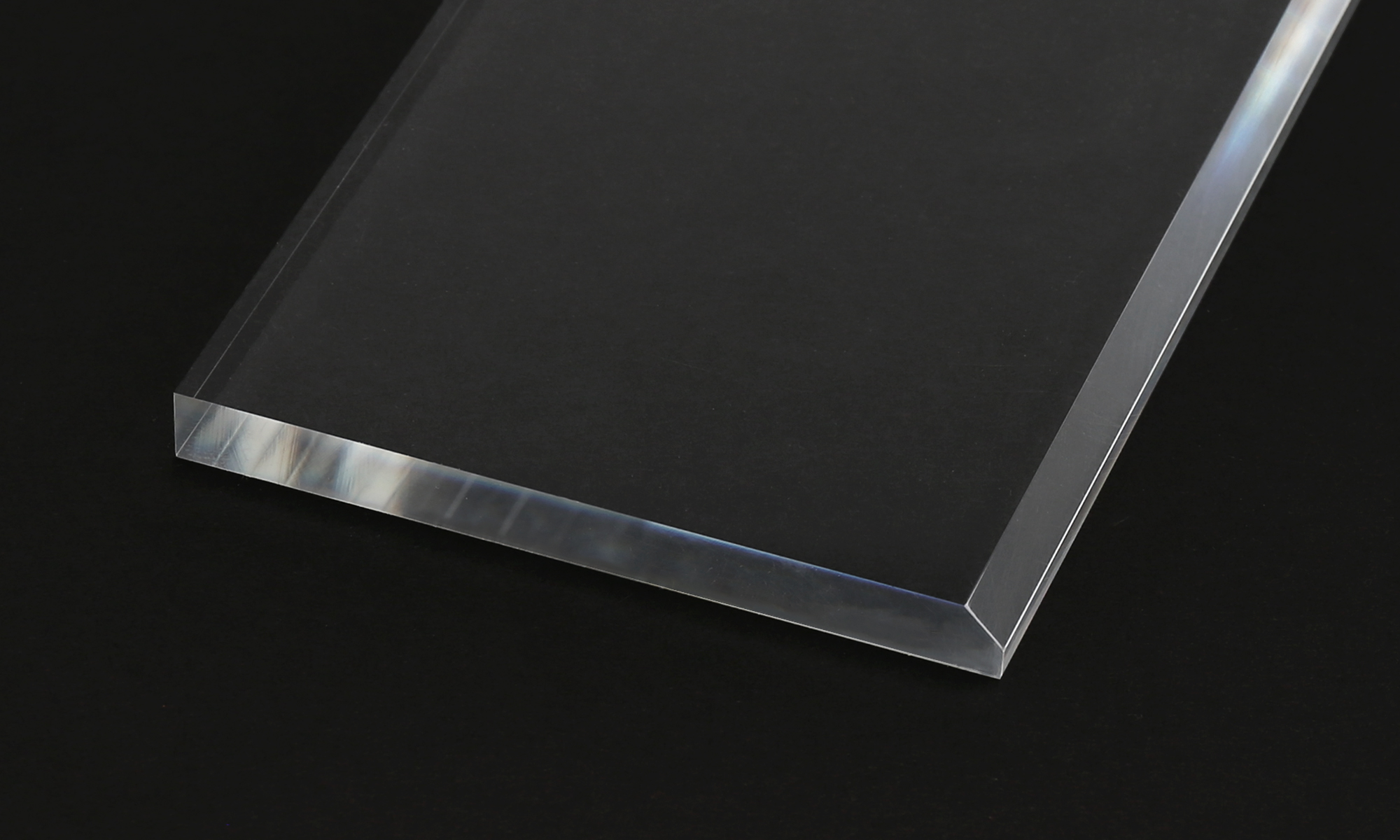
やはり、アクリル板は何年経っても透明度に変化がないのが特徴です!
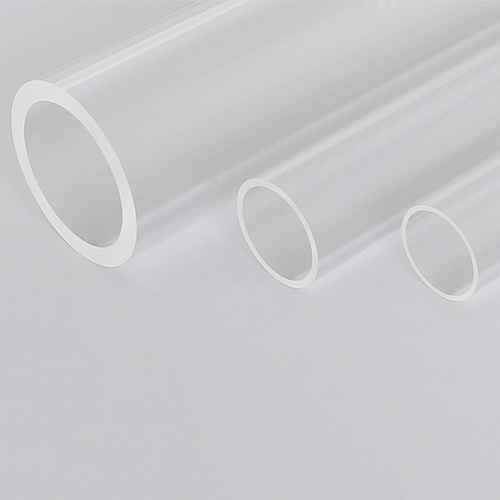
アクリル板には
2種類あります
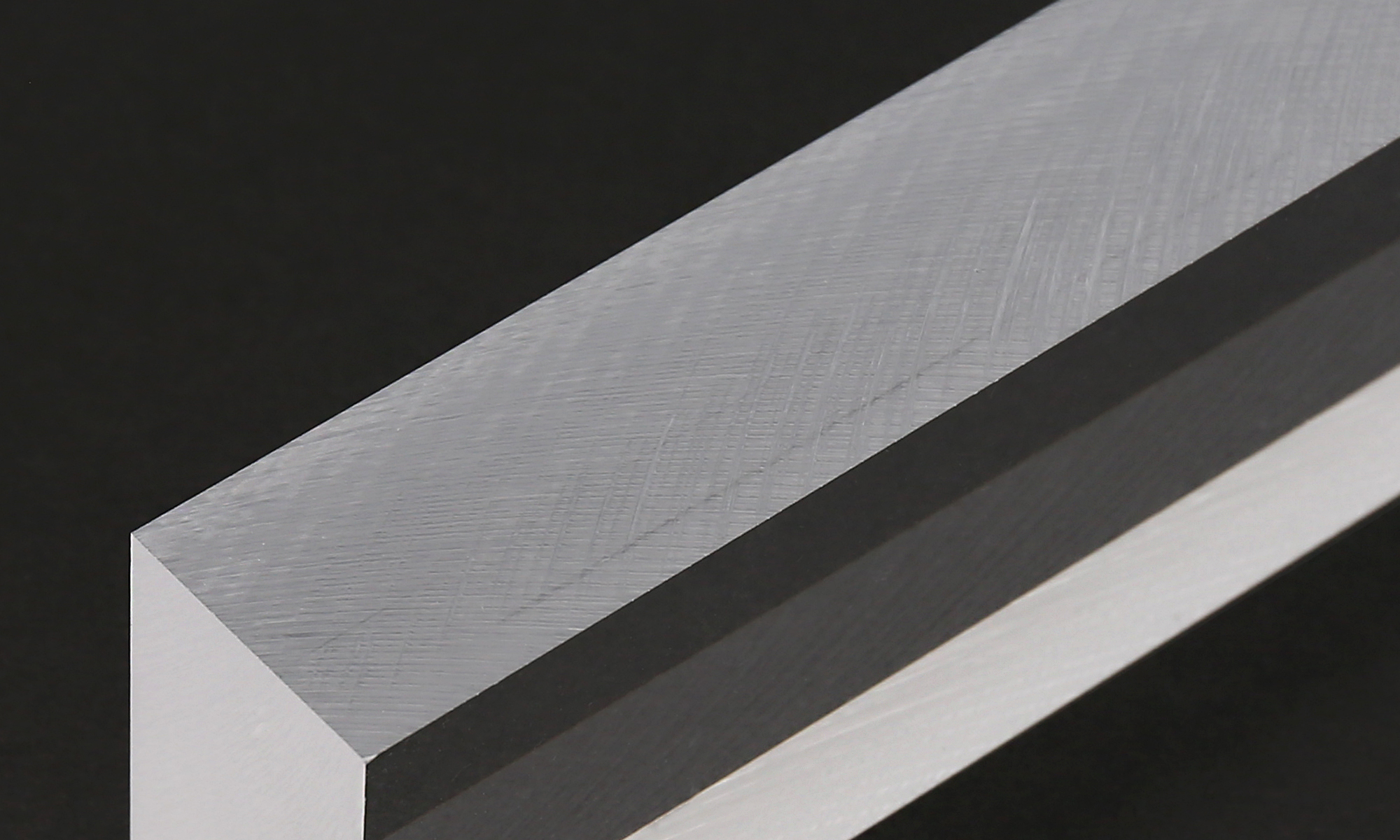
アクリル板は、製法の違いによって2種類に分かれます。
押出し法で作られた押出し板と、セルキャスト製法で作られたキャスト板です。
見た目だけでは違いがわかりにくいのですが、それぞれ加工方法によって向き不向きがあるため、
用途や加工方法によって使い分ける必要があります。
-
押出し法
製造工程で、溶かしたアクリル樹脂を一気にローラーで押し出す製造方法。
-
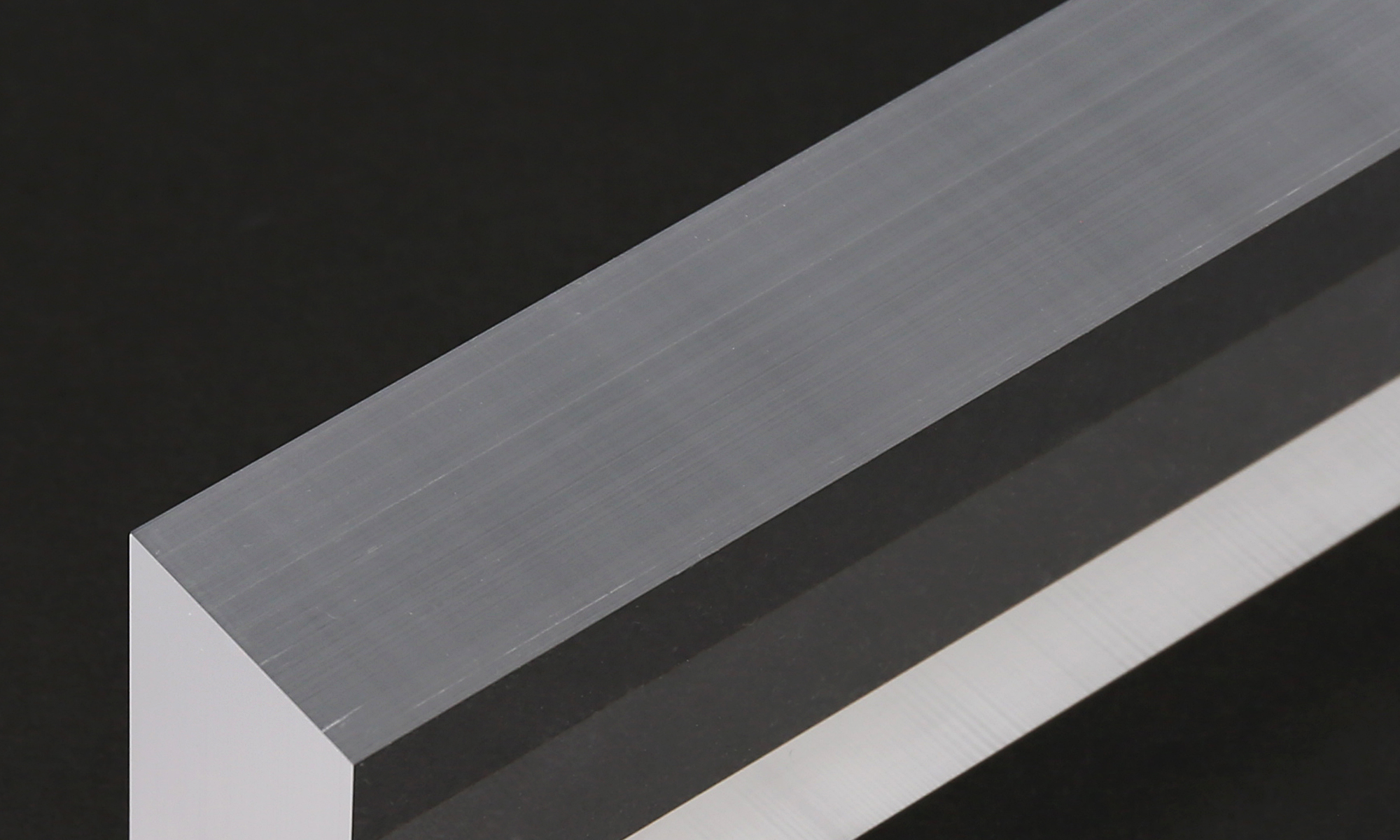
セルキャスト製法
製造工程で、2枚のガラスを重ね合わせ、その間にアクリル原材料を流し込み作る製造方法。
それぞれの特性
| 押出し板 | キャスト板 | |
|---|---|---|
| 接着 | 優れた接着性。特に溶剤接着(溶かして接着する方法)に向いている | 溶剤接着に時間がかかり、接着強度も低い |
| 硬度 | 硬度が低いため反りやすい | 硬度が高いため反りにくい |
| 彫刻 | 熱に弱く彫刻面が溶解するため向かない | 熱に強いため彫刻に適している |
| 板厚精度 | 精度に優れる | バラつきがある |
| コスト | 安価 | 高価 |
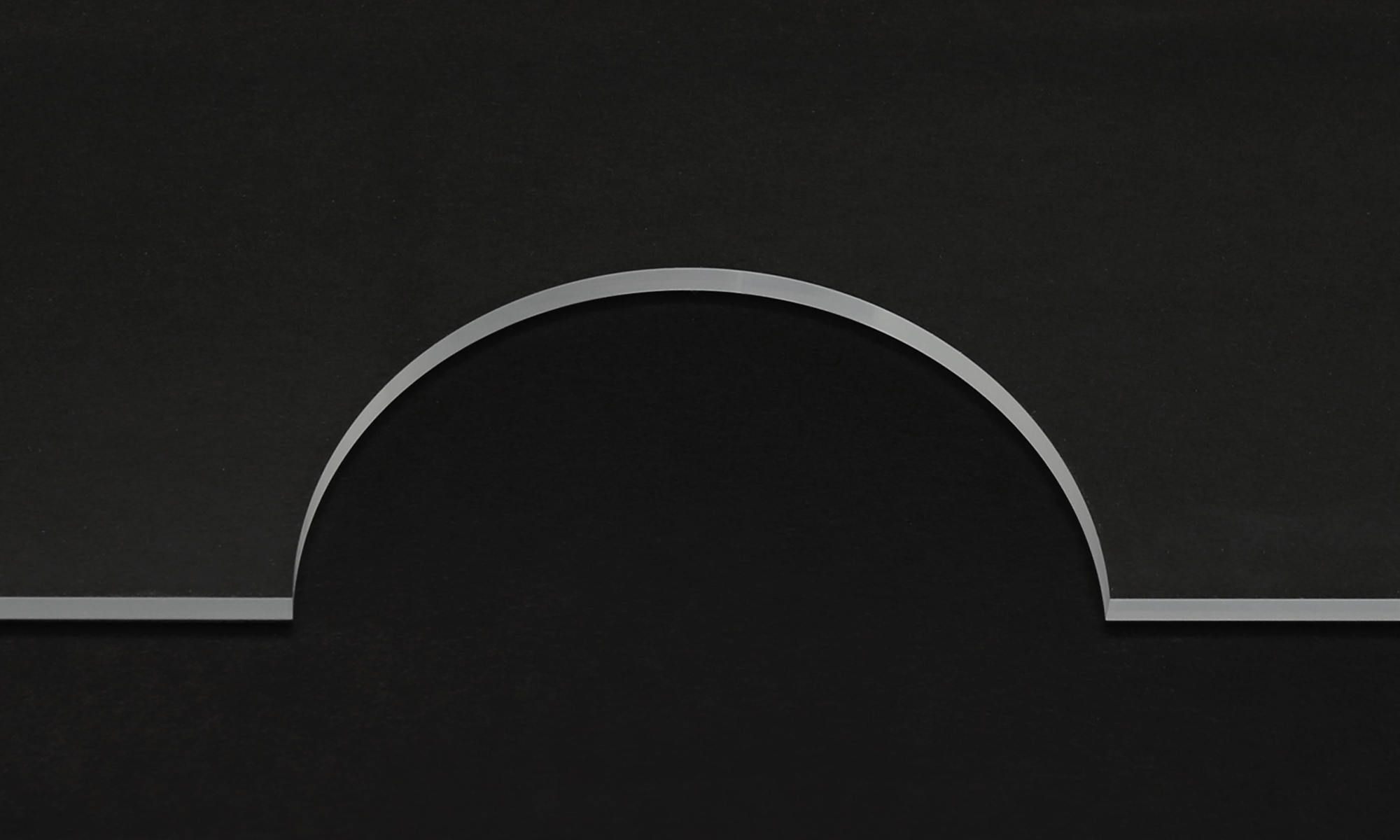
| 適した 加工方法 |
・穴あけ、磨き ・曲げ加工 |
・彫刻 ・レーザー加工 |
| 適した 加工例 |

アクリルケース 
ディスプレイ |

大型水槽 
看板 |
製法の違いまとめ
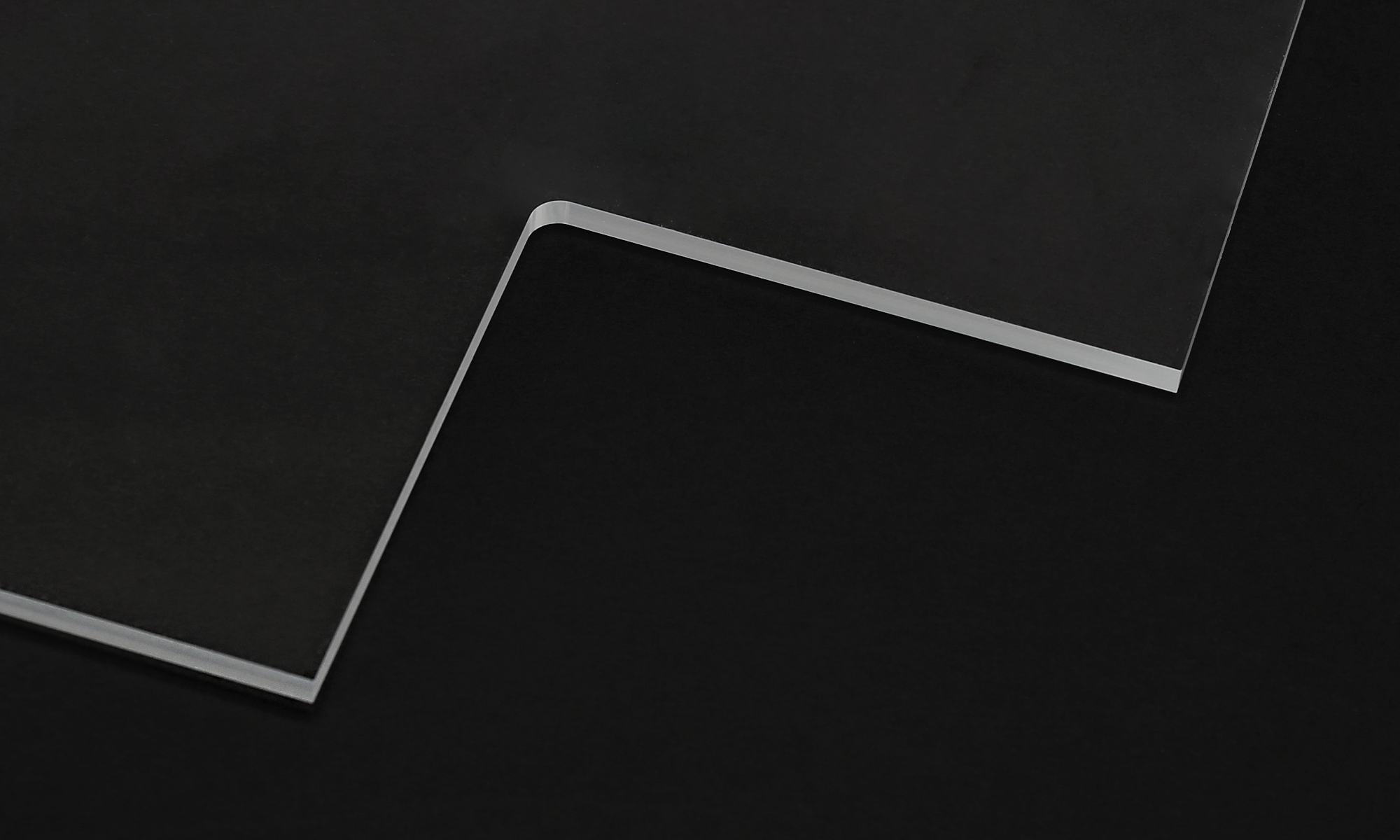
曲げる加工は押出し板、曲げたくないものはキャスト板がオススメ!
費用を抑えたい場合はコストが安めの押出し法、お店のロゴなどを彫刻したい場合はキャスト法など、使う場所や用途によって最適な素材・製法を選びましょう。